




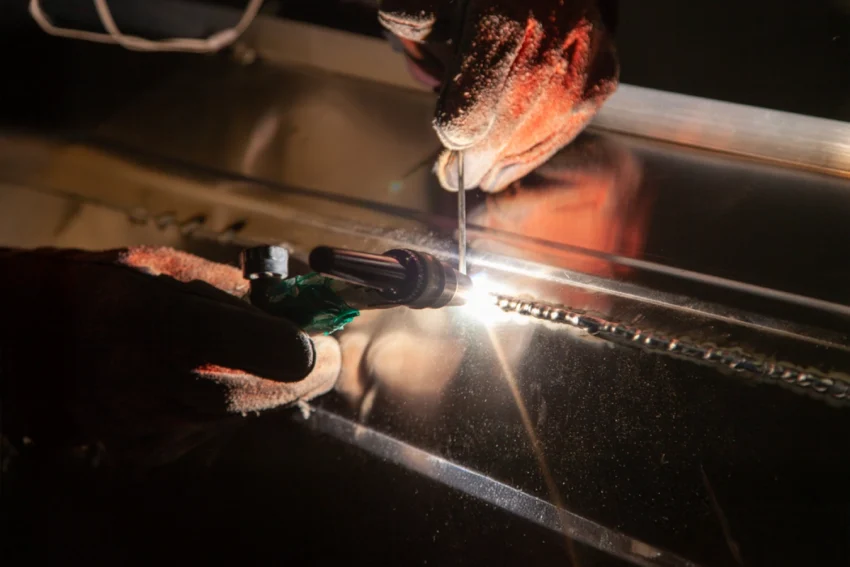
Alüminyum kaynağı Sorunları: modern imalat sanayisinin en gözde malzemelerinden biridir. Hafifliği, korozyon direnci ve yüksek mukavemet/ağırlık oranı, onu otomotivden havacılığa, reklam panolarından yapısal donanımlara kadar vazgeçilmez kılar. Ancak iş kaynak yapmaya geldiğinde, alüminyum adeta uysal bir metalden inatçı bir canavara dönüşebilir. Yüksek ısıl iletkenliği, muazzam termal genleşme oranı ve havayla temas ettiği an yüzeyinde oluşan o inatçı oksit tabakası, bu metali kaynak yapması en zor malzemelerden biri haline getirir.
Endüstri liderlerinin saha tecrübeleri ve metalürjik araştırmalar göstermektedir ki; alüminyum alaşımlarının büyük çoğunluğu, doğru kimyasal bileşim, doğru dolgu metali ve hassas prosedürler uygulandığında çatlama olmaksızın başarıyla kaynatılabilir. Bu rehberde, alüminyum kaynağında karşılaşılan çatlama sorunlarının kökenine inecek ve atölyenizde uygulayabileceğiniz kesin çözüm yollarını ele alacağız.
1. Tehlike Bölgesi: Alüminyumu Çatlatan O “Kritik Karışım”
Alüminyum kaynağında yapılan en büyük metalürjik hatalardan biri, dolgu teli ile ana metalin kaynak havuzundaki karışım oranını (seyrelme) hesaba katmamaktır. Metalürji uzmanlarının laboratuvar testlerinde ortaya koyduğu “Sıcak Çatlama Hassasiyeti Eğrileri”, kaynakçılar için hayati bir haritadır.

Sıcak Çatlama Hassasiyeti Eğrileri (Alaşım Elementi Oranına Göre Çatlama Riski)
İşin kimyasal mantığı aslında oldukça nettir: Saf alüminyuma çok düşük miktarda farklı bir alaşım elementi (örneğin Silisyum veya Magnezyum) karıştığında, o malzemenin sıcak çatlama riski aniden tavan yapar (pik noktası). Ancak, dolgu teli vasıtasıyla kaynak havuzuna bu elementlerden daha fazla enjekte etmeye devam ederseniz, malzeme o tehlikeli kimyasal eşiği hızla aşar ve çatlama riski bir anda sıfıra doğru düşer.



Buradan Çıkarılacak Altın Ders:
Kaynak esnasında, eriyen tel ile ana metal birbirine karıştığında malzemenin kimyası o tehlikeli “çatlama zirvesinde” kalmamalıdır. Doğru alaşımlı dolgu telini (örneğin 4043 veya 5356) seçmek, işte bu yüzden hayat kurtarır; kaynak dikişinin kimyasal yapısını o tehlike bölgesinden hızla uzaklaştırarak güvenli tarafa çeker.
Dolgu Teli Kullanmadan Kaynak Yapmanın Acı Bedeli
Bazen pratiklik olsun diye veya estetik kaygılarla dış köşe kaynaklarında tel kullanmadan, sadece iki parçanın kenarlarını eriterek (otojen kaynak) birleştirmek cazip gelebilir. Ancak bu yöntem alüminyum için neredeyse kesin bir başarısızlık faturası demektir. Özellikle piyasada en yaygın bulunan 6000 serisi (Magnezyum-Silisyum alaşımlı) alüminyumları hiçbir dolgu teli kullanmadan kaynatmaya kalkarsanız, ortaya çıkan manzara istisnasız hep aynıdır: Kaynak dikişi soğuduğu an, oluşan muazzam çekme kuvvetine dayanamaz ve tam merkezinden jilet gibi boydan boya yarılır.

Görsel 2: 6061 Serisi Alüminyumda Dolgu Teli Kullanılan (Üstte) ve Kullanılmayan (Altta Merkezden Çatlamış) Kaynak Kıyaslaması
Dolgu teli, sadece boşluğu dolduran bir dolgu malzemesi değil, o dikişin esnemesini ve çatlamamasını sağlayan kimyasal bir ilaçtır.
2. Birinci Ana Düşman: Sıcak Çatlama (Hot Cracking) ve Alaşım Seçimi

Alüminyum Alaşım Serilerinin Karakteristik Özellikleri ve Kaynak Edilebilirlikleri
Sıcak çatlama, metalin sıvı halden katı hale geçiş aşamasında, yani hala yüksek sıcaklıktayken iç yapısında oluşan mikroskobik veya makroskobik yırtılmalardır. Bunun önüne geçmenin tek yolu, elinizdeki alüminyum alaşımının karakterini bilmek ve ona doğru dolgu telini eşleştirmektir.
5xxx Serisi Alaşımlar (Alüminyum-Magnezyum)
Bu seri (örneğin 5083, 5086), içerdikleri %3 ila %5 civarındaki Magnezyum sayesinde çatlama hassasiyeti eğrisinin doğal olarak güvenli (düşük riskli) tarafında yer alır. Bu metalleri kaynatmak nispeten daha kolaydır. Ana metale benzer kimyadaki bir 5xxx serisi dolgu teli (örneğin 5356) kullanmak mükemmel sonuç verir.
Kritik Metalürjik Hata: 5xxx serisi bir malzemeyi asla 4xxx (Silisyum içerikli) dolgu telleriyle kaynatmayın! Eğer bu hatayı yaparsanız, kaynak havuzunda aşırı miktarda Magnezyum Silisit (Mg2Si) bileşiği oluşur. Bu bileşik kaynak dikişini cam gibi kırılgan hale getirir ve en ufak bir yük altında kaynağın çıt diye kırılmasına yol açar.
6xxx Serisi Alaşımlar (Alüminyum-Magnezyum-Silisyum)
Sanayide ve yapısal imalatlarda en çok tercih edilen ancak çatlamaya en sabıkalı grup budur (örneğin 6061, 6082). İçlerinde yaklaşık %1.0 oranında Magnezyum Silisit barındırırlar ve bu oran, çatlama hassasiyetinin tam olarak zirve noktasına denk gelir. Piyasada asla 6xxx serisi bir kaynak teli bulamazsınız; çünkü kendisiyle kaynatılırsa kesinlikle çatlar. Bu malzemeyi o tehlikeli zirveden kurtarmak için kaynak havuzunu dışarıdan ya Silisyum bombardımanına tutmalısınız (4043 tel ile) ya da Magnezyum bombardımanına tutmalısınız (5356 tel ile).
| Ana Metal Alaşımı | Önerilen Dolgu Teli | Neden Bu Tel? / Metalürjik Avantajı |
|---|---|---|
| 5xxx Serisi (Örn: 5083) | 5356 (Magnezyum Bazlı) | Kimyasal uyum sağlar, yüksek mukavemet ve süneklik sunar. |
| 6xxx Serisi (Örn: 6061) | 4043 (Silisyum Bazlı) | Akışkanlığı artırır, büzülme gerilimini azaltır, çatlamayı önler. |
| 6xxx Serisi (Alternatif) | 5356 (Magnezyum Bazlı) | Kaynak sonrası eloksal kaplama (boyama) yapılacaksa renk uyumu sağlar. |
3. İkinci Ana Düşman: Gerilim Çatlamaları ve Mekanik Çözümler
Kimyasal yapıyı ve teli doğru seçmenize rağmen hala çatlaklarla karşılaşıyorsanız, sorun fiziksel gerilimlerde ve kaynak tekniğindedir. Alüminyum, çeliğe kıyasla iki kat daha fazla termal genleşme gösterir ve soğurken çok büyük bir hızla büzülür. Bu büzülme kuvvetlerini doğru yönetmek mekanik çatlamaları engeller.
Aşırı Büzülme Stresi ve Tel Seçimi İlişkisi
Eğer projenizin mekanik mukavemet standartları izin veriyorsa, 4xxx serisi (silisyum alaşımlı) telleri tercih edin. Silisyum bazlı teller, katılaşırken magnezyum bazlı (5xxx) tellere kıyasla çok daha az büzülme (çekme) yapar. Bu da kaynak dikişi üzerinde binen fiziksel stresi ve yırtılma eğilimini doğrudan azaltır.
Seyahat Hızı (Torç İlerleme Hızı) Dengesi
Alüminyum kaynakçılığında en sık yapılan hatalardan biri, çelik kaynağı alışkanlığıyla torcu yavaş hareket ettirmektir. Torç yavaş ilerlediğinde, malzemeye gereğinden fazla ısı girdisi (heat input) sağlanır. Bu durum, “Isıdan Etkilenen Bölgeyi” (HAZ) devasa boyutlara ulaştırır. Genişleyen bu bölge soğurken muazzam büyüklükte bir çekme kuvveti uygulayarak dikişi çeker ve çatlatır. Alüminyumda kural nettir: Yüksek amperaj ve hızlı seyahat. Hızlı kaynak yapmak erime hattını daraltır ve gerilimi minimize eder.
İçbükey (İçe Çökük) Dikiş Tehlikesi
Özellikle köşe (fillet) kaynaklarında, dikiş yüzeyinin içe doğru çökük (içbükey) bırakılması büyük bir risktir. İnce kalan kaynak boğazı (throat thickness), alüminyumun o devasa soğuma büzülmesine karşı koyamaz ve dikiş tam ortasından boydan boya yırtılır. Kaynak dikişinin her zaman hafifçe dışbükey (tümsek) veya düz olmasını sağlayın; kaynak et kalınlığını artırarak mekanik mukavemeti koruyun.
Krater Çatlakları (Termination Cracking) ve Önleme Yolları
Kaynağın tam bittiği ve tetiğin bırakıldığı o son noktada oluşan, yıldız veya balık gözü şeklindeki küçük çatlaklara krater çatlağı denir. Birçok büyük yapısal çatlak, aslında bu küçük noktalardan başlayarak geriye doğru ilerler. Önlemek için şu teknikleri uygulayın:
- Geri Adım (Back-Step) Tekniği: Kaynağın bitiş noktasına gelmeden hemen önce, torcu geriye doğru yaklaşık 1-2 cm kadar hafifçe katlayarak dikişi bitirin. Böylece son krateri sağlam dikişin üzerine taşımış olursunuz.
- Pompalama Metodu: Kaynağı sonlandırırken tetiği aniden bırakmak yerine, peş peşe birkaç kez hızlıca bas-bırak yaparak erimiş krater havuzuna fazladan dolgu teli damlatın ve krater boşluğunu doldurun.
- Teknolojiden Yararlanın: Modern kaynak makinelerindeki “Crater Fill” (Krater Doldurma) programını aktif edin. Bu program, siz tetiğe basmayı bıraktığınızda akımı kademeli olarak düşürür ve kraterin yavaşça, çatlamadan katılaşmasını sağlar.
4. Endüstri Devlerinden Onaylı Saha Tavsiyeleri
Küresel kaynak otoritelerinin saha mühendisleri tarafından doğrulanmış şu altın kurallar, alüminyum kaynak kalitenizi en üst seviyeye taşıyacaktır:
A. Ameliyathane Standardında Temizlik
Alüminyumun yüzeyindeki şeffaf Alüminyum Oksit (Alümina) tabakası en büyük düşmandır. Saf alüminyum ~660°C’de erirken, bu oksit tabakası ~2072°C’de erir. Bu tabakayı temizlemezseniz, ana metal erise bile oksit tabakası erimez ve dolgu metalinin nüfuz etmesini engelleyerek içsel çatlaklara ve yapışma hatalarına yol açar.
- Kaynaktan hemen önce, sadece alüminyum işlerinde kullandığınız temiz bir paslanmaz çelik tel fırça ile yüzeyi sertçe fırçalayarak oksit tabakasını mekanik olarak kırın.
- Malzeme üzerindeki gres, kesme yağları, parmak izi veya nem kalıntılarını, ark arkaya tortu bırakmayan aseton veya özel solventlerle mutlaka silin.
B. Hidrojen Belası ve Gözeneklilik (Porosity) Kontrolü
Erimiş sıvı alüminyum, hidrojene karşı aşırı bir iştaha sahiptir. Havada, nemde veya kirde bulunan hidrojen sıvı metale girer. Metal hızla soğurken bu gaz dışarı kaçamaz ve kaynak dikişinin içi sünger gibi boşluklu kalır. Gözenekli bir kaynak, çatlamaya en müsait kaynaktır.

- Kaynak tellerinizi ve sarf malzemelerinizi asla açıkta, nemli ortamlarda bırakmayın. Isıtmalı muhafaza dolaplarında veya orijinal kapalı paketlerinde saklayın.
- Koruyucu gaz olarak %99.99 saflıkta Argon kullanın. Çok kalın malzemelerde ısı iletimini dengelemek ve derin nüfuziyet sağlamak için Argon-Helyum karışımlı gazları tercih edin.
C. Doğru Akım Teknolojilerini Kullanmak
TIG (Argon) kaynağı yapıyorsanız makinenizi kesinlikle AC (Alternatif Akım) moduna ayarlamalısınız. Alternatif akımın pozitif döngüsü (EP), o bahsettiğimiz 2000 derecelik inatçı oksit tabakasını kumlama yapar gibi parçalar ve temizler; negatif döngüsü (EN) ise malzemeyi eritir. MIG (Gazaltı) kaynağında ise özellikle ince parçalarda delinmeyi ve aşırı ısı gerilimini önlemek için Sinerjik Pulse (Darbeli) MIG teknolojisini kullanın.
D. Kaynak Sonrası Asla Şoklama Yapmayın
Kaynağı bitirdikten sonra parçanın hızla soğuması için üzerine su dökmek veya basınçlı hava üflemek gibi ölümcül hatalardan kaçının. Aniden soğutulan (şoklanan) alüminyum dikişleri, muazzam bir iç gerilim dalgasıyla baş başa kalır ve mikroskobik çatlaklarla yapısal olarak teslim olur. Malzemenin oda sıcaklığında, kendi kendine yavaşça soğumasına izin verilmelidir.
Daha fazla bilgi için Alüminyum Çatlak Tamiri – Gazaltı (MIG/MAG) [Kaynak Nasıl Yapılır?] başlıklı videoya göz atabilirsiniz
Özetle; Alüminyum kaynağında çatlamayı önlemek şans eseri değil, tamamen doğru metalürjik bilgi ve disiplinli uygulama ile mümkündür. Parçalarınızı doğru temizleyin, alaşımına uygun dolgu telini seçin, kraterleri doldurun ve ısı girdisini hızlı seyahat ile kontrol altında tutun.





Yorumlar (2)