




Kaynak Nedir : Türkiye’de “Kaynak teknolojisi uygulamaları” 70-80’li yıllarda giderek artmıştır. Tahribatsız muayene (NDT), kaynaklı bağlantılara yaygın olarak uygulanmaya başlanmıştır…
“Kaynak teknolojisi” alanındaki ilk doktora tezi ise, Prof. Dr. Selahaddin ANIK yürütücülüğünde Y. Müh. Kutsal TÜLBENTÇİ tarafından 1971 yılında tamamlanmıştır.
Tezin konusu “Elektrik Ark Kaynağında Curufun Etüdü ve Curufun Kalkmasına Etki Eden Faktörlerin İncelenmesi“dir.
Kaynak Nedir?
Kaynak Nedir iki veya daha fazla metal ya da termoplastik malzemeyi ısı, basınç ya da her ikisini birden kullanarak birleştirme işlemidir. Çoğunlukla ek malzeme (elektrod, tel vb.) de kullanılır.
Kaynak Çeşitleri Nelerdir?
Ergitme Kaynakları
Elektrik arkı ile birleştirme yapılır.



MMA (Manuel Metal Arc Welding)
Elektrik kaynağı, örtülü elektrod kaynağı olarak da geçer.
- Güvenlik önlemleri ve iş güvenliği böyle tehlikeli bir işlemde ön planda olmalıdır.
- Bu yöntemde doğru dolgu malzemesi seçimi oldukça mühimdir.
- Elektrodun cinsi ve çapına bağlı doğru amper olmalıdır. Aksi hâlde kaynağın mukavemeti, kalitesi düşecektir.
- Kaynak yapılacak yüzeyin temizliği yapılıp, yüzey pas, kir, yağ gibi kaynağı etkileyecek durumlardan arındırılmalıdır.
- Kutuplama oldukça mühimdir. Doğru kutuplamanın kaynak üzerinde oldukça büyük bir etkisi vardır.
- Elektrod paketinin üzerinde kutuplama hakkında bilgiler mevcuttur, üreticinin sitesinden detaya bakılabilir. Örneğin DC+ olduğunda elektrod (pense) + kutuba bağlanır.
- Olağanüstü bir durum olmadıkça ark boyunu ne kadar stabil tutabilirsek o kadar güzel kaynak dikişi olacaktır.
- İlerleme hızını olağanüstü bir durum olmadıkça sabit tutmak, düzgün ve hep aynı seyreden kaynak için çok daha avantajlı olacaktır.
- Elektrodun muhafazası da oldukça büyük bir öneme sahiptir, özellikle yüksek hidrojenli malzemelerde ekstra elektrot fırınlama gerekebilir.
- Özenli temizlik bu kaynak yönteminde de çok mühimdir. Kaynak çekici, tel fırça, hatta gerekli olursa spiral taş ile kaynak ağzı ve pasolar arası temizlik yapılmalıdır.
- Arkı başlatırken tıpkı bir kibrit çakarcasına başlatmak oldukça avantajlı olacaktır, daha basit başlayan bir ark olacaktır.
- Artı kutup yahut kısaca pensenin (elektrodun) bağlı olduğu kutup ne kadar mühimse, şaseyi bağladığımız kutup da o kadar mühimdir.
Sıklıkla Karşılaşılan Kaynak Hataları Nelerdir
- Elektrodun yapışması (Düzensiz parametre, nemli elektrod gibi çeşitli sebepleri olabilir.)
- Çok gereksiz yüksek amperlerde çalışmak.
- Düzensiz ilerleme, düzensiz ilerleme hızı.
- Ark boyu düzensizliği (çok yakın yahut çok uzak).
- Pasolar arası, kaynak öncesi yanlış ve yetersiz temizlik.
- Yanlış ve yetersiz ön ısıtma.
MIG/MAG Kaynağı (GMAW – Gas Metal Arc Welding) MIG/MAG Kaynak Nedir

MIG/MAG aslında çok benzer yöntemlerdir, arasındaki temel fark koruyucu gazdır.
MIG = Metal Inert Gas
MAG = Metal Aktif Gaz
Ekipmanlar
- Torç
- Gaz tüpü
- Şase kablosu
- Tel makarası
- Güç ünitesi
- Güç kaynağı (Makine)
Genellikle torç/tel + da olur. (DCEP) DC+ kullanılır.
Çalışması
- İş güvenliği alınır ve kişisel koruyucu donanımlar kullanılır.
- Makineye gelen güç kontrol edilir.
- Doğru tel ve çapı seçilip tel takılır.
- Şase bağlanır.
- Doğru parametre ayarı ve gaz ayarı yapılır.
- Sarf tel devamlı bir şekilde torcun ağzından çıkar.
- Koruyucu gaz, kaynağı atmosferdeki istenmeyenlerden korur.
*Açık sahada MMA kadar rahat değildir, gaz koruması bozulabilir. Seri üretim için uygundur, otomasyon sistemlerinde rahatlıkla kullanılabilir. Derin kaynak ağzı doldurmalarda oldukça avantajlıdır.
TIG Kaynağı (GTAW – Gas Tungsten Arc Welding) TIG Kaynak Nedir

Tungsten Inert Gas arkı oluşturan elektrot, tüketilmeyen tungsten elektrottur.
Çalışması
- İş güvenliği alınıp gerekli kişisel koruyucu donanımları takılır.
- Makinenin elektrik ve gaz gibi en baş önemli kısımları kontrol edilir.
- Tungsten elektrot torcun içerisindedir.
- Koruyucu gaz (genellikle argon), kaynağı ve bölgesini atmosferdeki istemediklerimizden korur.
- Operatörler gerektiği takdirde diğer elleri ile (torcu tutmadıkları elleri ile)
- Elektrod eriyip kaynak banyosunun içine karışmaz.
- Tungsten sadece arkı oluşturur.
- Eğer ki ilave tel gerekiyorsa ayrıyeten kullanılır.
*En büyük avantajlarından birisi, doğru ellerde TIG ile çok temiz, çok kontrollü, çok estetik kaynaklar elde edilebilmesidir. Oldukça yavaş bir yöntemdir.
Yoğunluklu Kullanıldığı Yerler
- Paslanmaz çeliklerde
- Alüminyum malzemelerde
- Titanyum
- Gıda ekipmanları
- Boru kaynakları
- Ulaşım araçları
- Gündelik hayatta elimize daha çok gelen yerler
- Bisiklet, motor gibi yerlerde
- Basınçlı kaplarda
Sıklıkla kullanılır.
Gaz Kaynağı (Oksi-Asetilen) Gaz Kaynak Nedir

Alev ile metaller ergitilerek birleştirilir. Elektrik yerine yanıcı ve yakıcı gazlar bir araya gelerek oluşan alevden elde edilen ısıyla ergitilerek birleştirme sağlanır. Günümüzde MMA, MIG/MAG ve TIG kadar yaygın olmasa da bazı özel işlerde, ince saclarda, bazı bakım onarım işlerinde hâlâ kullanılabiliyor.
Ekipmanlar
- Uygun iş güvenliği donanımları ve iş güvenliği
- Gerekirse ilave tel
- Tüpler
- Hortumlar
- Şaloma
- Tüplerin ağzına bağladığımız basınç düşürücü (regülatörler)
Nasıl Yapılır
- İş güvenliği sağlanır.
- Tüpler ve basınç kontrol edilir.
- Önce asetilen kontrollü açılır, çakmak yahut ateşleyici ile uzak ve kontrollü şekilde ateşleme yapılır.
- Oksijen kontrollü ve dengeli verilir.
- Alev kaynak bölgesine yönlendirilir.
- Kaynak banyosu oluşturulur.
- Şalama yapmak istediğimiz uzunluk boyunca kontrollü şekilde ilerletilir.
- Tamamlandıktan sonra önce asetilen kapatılarak işlem sonlandırılır.
Plazma ve Lazer Kaynağı Lazer Kaynak Nedir

Yüksek yoğunluklu enerji ile hassas ve hızlı kaynak yapılır.
Plazma Kaynağı (Plasma Arc Welding)
Çalışma Sistemi
- Elektrot genellikle tungsten elektrottur.
- Koruyucu gaz da kullanılır. (Genellikle argon vb.)
- Ark memede sıkıştırılarak plazma hâline getirilir.
- Böylelikle daha yoğun, daha kontrollü bir ısı girdisi elde etmek daha da mümkündür.
Kullanım Alanları
- Havacılıkta
- Paslanmaz çeliklerde
- Paslanmaz ekipmanlarda
- Hassasiyeti yüksek işlerde tercih edilebilir.
- Bazı basınçlı kaplarda da kullanılabilir.
Lazer Kaynağı (LBW – Laser Beam Welding) Lazer Kaynak Nedir

Çalışma Sistemi
- Lazer ışınları küçücük bir noktaya odaklanır, yoğunlaşır.
- Malzeme bu bölgede erimeye başlar.
- Işın ilerledikçe kaynak oluşumu olur.
Kullanım Alanları
- Robotik üretim hatları
- Elektronik
- Otomotiv Sanayi
- Batarya imalatı
- Tıbbi ekipman ve cihazlar
Baskı Pres Kaynakları
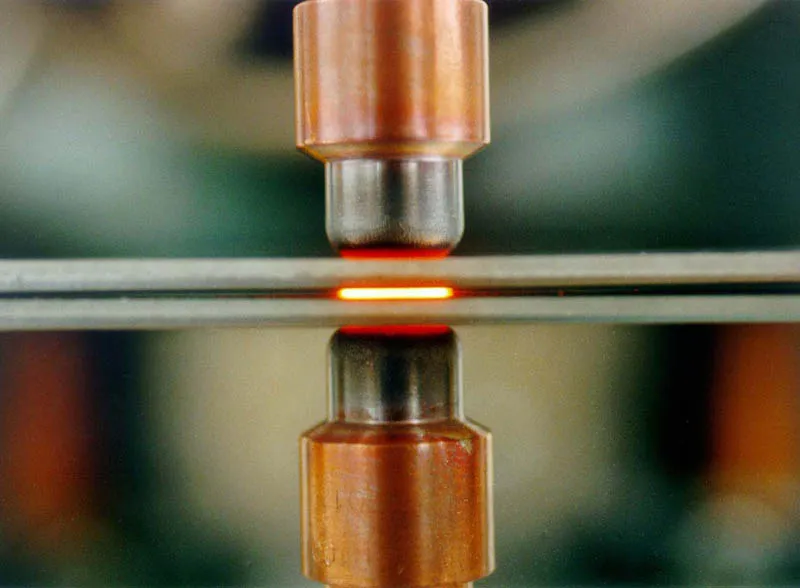
Direnç Nokta Kaynağı
İki metal plaka basınç ve elektrik akımıyla birleştirilir.
Çalışması
Direnç nokta kaynağında genellikle iki bakır elektrot arasında bulunan saclar sıkıştırılır.
Kullanım Alanları
- Havalandırma kanalları
- Sac kutular
- İnce malzemeler
- Beyaz eşya
- Metal dolaplar
- Otomotiv üretimi
Sürtünme Kaynağı
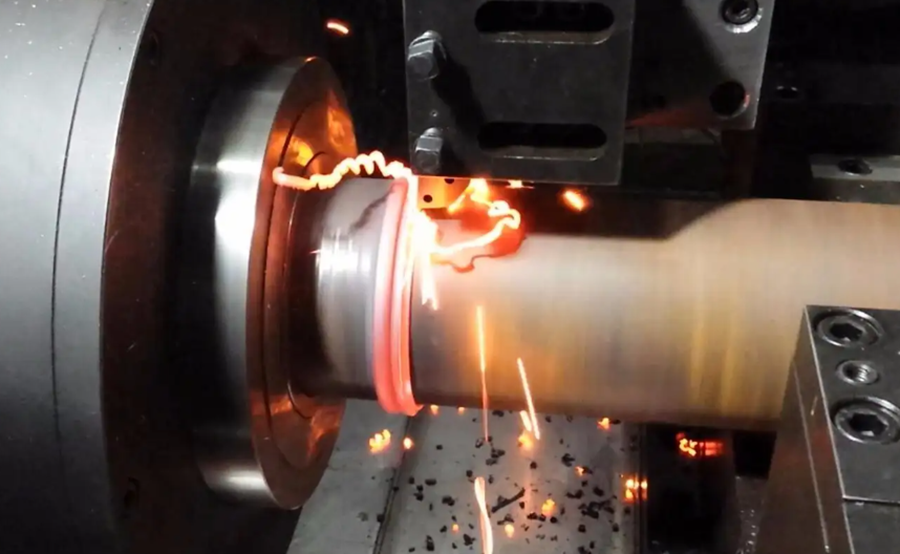
İki parça sürtünmeyle ısıtılır, sonra basınçla kaynatılır.
Sürtünme Karıştırma Kaynağı (FSW)
Özellikle
- Alüminyum
- Tren gövde ve parçaları
- Elektrikli araç batarya muhafazaları
- Havacılık parçaları

Ultrasonik Kaynak
Yüksek frekanslı mekanik titreşim ve basınç kullanılarak malzemeler birleştirilir.
Çalışması
İki parça üst üste getirilir, özel takım ucu (sonotrod) parçaya basınç uygular.
Nerelerde Kullanılır
- Plastik parçalarda
- Ambalaj sektöründe
- Elektrik kablolarında
- Otomotiv iç trim parçalarında
- Batarya/güç kaynakları
- Elektrik bağlantılarında
Kaynak Nasıl Yapılır?
(Çoğu yöntemi kapsayan genel süreç)
- A) İş güvenliği ve kişisel koruyucu donanımları sağlanır.
- B) İş parçaları projede (teknik resim ve detaylarda) belirtildiği gibi kaynak ağzı açma işlemleri, boyutları ve fit-up kontrol edilir.
- C) Temizlik ve gerekli arındırma işlemleri kaynağa başlamadan kontrol edilir.
- D) Kaynak öncesi, kaynak sonrası ve kaynak esnasında kontroller yetkili kişilerce yapılır.
- E) Malzemeye uygun kaynak yöntemi; elektrod, tel, gaz gibi sarf malzemeler seçilir.
- F) Isı (ark, alev, lazer, elektrik vb.) yahut basınç ya da birkaçı birlikte uygulanarak iş parçaları birleştirilir.
- G) Kaynak dikişinin kontrolü belgelendirilmiş kişiler (firmalar) tarafından sağlanarak gerekli görüldüğü takdirde tamiri yapılır ve yapılan tamirler tamamlanır.
- H) Tahribatsız muayene aşamasında yetkili firmalar/kişiler tarafından onaylandıktan sonra kaynaklı imalat tamamlanıp sonraki aşamalara geçilir.
Bir yerden başlamak için Kaynak Makinesi arayışına girdiyseniz, bu Rehber tam sizin için hazırlandı
En İyi Kaynak Makineleri: Hobi Amaçlı Kaynak Makineleri yazımıza göz atmayı unutmayın..







Ustam hoş geldin. Detaylı bir araştırma olmuş ellerine sağlık
Aramıza hoş geldin 👍 ilk yazı olmasına rağmen detaylı bir içerik oldu emeğine sağlık. ✅